Ланци со променлива брзина, вклучувајќи ланци со бесконечно променлива брзина од типот PIV/Roller


PIV БЕСКОНЕЧНО ПРОМЕНЛИВИ СИНЏИРИ СО БРЗИНА
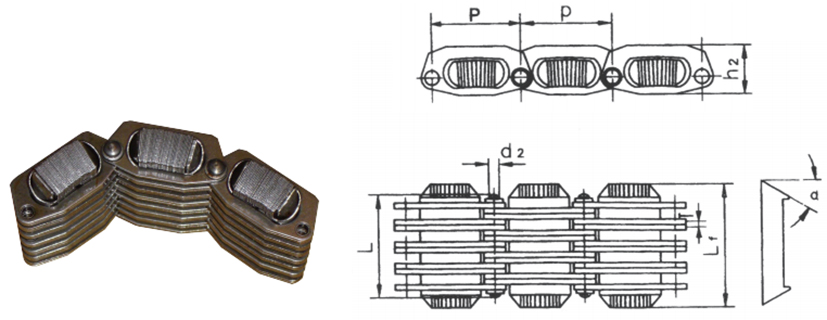
| GL Chdn бр. | Пит П мм | Дијаметар на игла. d2 (макс.) mm | Должина на игла L (макс.) mm | Длабочина на плочата h2.(макс.) mm | Дебелина на плочата Т(макс) mm | Дебелина на плочата Т(макс) mm | Ширина над триечката плоча еден степен | Крајна затегнувачка цврстина Q (мин) Kn | Тежина по метар q кг/м |
| AO | 18,75 | 3,00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9,0 | 1.0 |
| Al | 19.00 | 3,00 | 19.50 | 10,60 | 1,5 | 30,44 | 15 | 9,0 | 1.0 |
| A2 | 25.00 | 3,00 | 30.10 | 13.50 | 1,5 | 37,80 | 15 | 21,0 | 2.0 |
| A3 | 28,60 | 3,00 | 35.30 | 16.00 | 1,5 | 44,20 | 15 | 38,5 | 3.0 |
| A4 | 36,00 | 4,00 | 48,50 | 20,50 | 1,5 | 58,50 | 15 | 61,5 | 5.4 |
| A5 | 36,00 | 4,00 | 60,50 | 20,50 | 1,5 | 70,00 | 15 | 71,0 | 6.7 |
| A6 | 44,40 | 5,40 | 70,00 | 23,70 | 1,5 | 77,00 | 15 | 125,0 | 9,0 |
ЛАНЕЦ СО ТИП НА РОЛЕЦ БЕСКОНЕЧНО ПРОМЕНЛИВА БРЗИНА
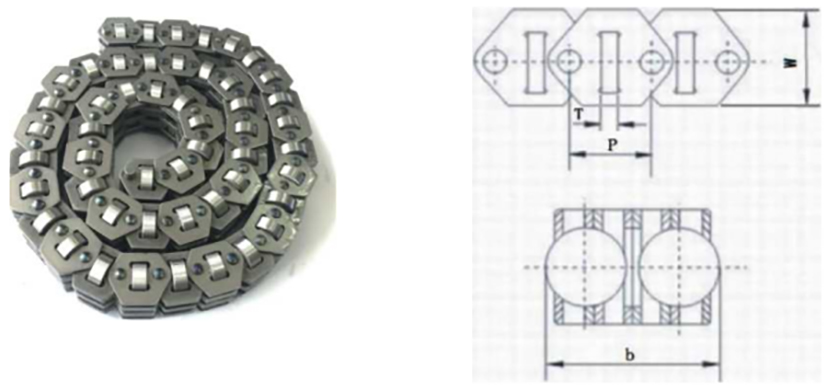
| GL БР. НА ЛАНЕЦ | ТЕМПЕР | ЧИНИЈА ВИСИНА | РОЛЕР ШИРИНА | РОЛЕР ДЕБЕЛИНА |
| P | W | б(мин) | Т (макс.) | |
| mm | mm | mm | mm | |
| РБО | 10.10 | 923 | 12.00 | 2,90 |
| РБИ | 1220 | 12.30 | 16.04 | 4.10 |
| РБ2 | 14,66 | 14,80 | 20.00 | 4,74 |
| РБ3 | 12.60 | 16.60 | 24,60 | 4,70 |
| РБ4 | 14.00 | 20,70 | 31.00 | 5,50 |
| RC3 | 1320 година | 18,80 | 24,54 | 4,70 |
| RC4 | 1620 година | 22,50 | 31.00 | 5.30 |
Синџири со променлива брзина за менувач
1. PIV бесконечно променливи брзински синџири:
A0, A1, A2, A3, A4, A5, A6
2. Синџири со бесконечно променлива брзина од типот ролер:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 итн.
Функција: Кога влезната промена ја одржува постабилната брзина на ротација на излезот. Производите се изработени од висококвалитетен легиран челик. Плочите се дупчат и се исцедуваат со прецизна технологија. Игличката, чаурата, валјакот се обработуваат со високоефикасна автоматска опрема и опрема за автоматско мелење, потоа преку термичка обработка на карбуризација, печка со ременска лента за заштита од јаглерод и азот, процес на површинско пескарење итн. Склопено прецизно со внатрешна положба на дупките, заковано со вртење под притисок за да се обезбеди ефикасност на целиот ланец.
-

Колички со четири тркала во SUS304/GG25/најлон/челик...
-

Земјоделски синџири, тип S32, S42, S55, S62, C...
-

Синџири со пинти, тип 662, 662H, 667X, 667XH, 667...
-

Ролер ланци од серијата A/B, за тешки услови на работа, прави...
-

Заварени челични синџири за мелница и со приклучоци, ...
-

Офсетни странични ланци за тешки/извиткани...